一、引言:万亿市场下的粥品产业升级机遇
在快节奏生活与健康消费升级的双重驱动下,中国方便食品市场正经历结构性变革。据行业预测,2025 年中国方便食品市场规模将突破 4800 亿元,其中即食粥细分市场以 8% 的年复合增长率快速扩容,预计到 2030 年市场规模将达 196 亿元。这一增长背后,是消费者对便捷性与营养均衡的双重需求 —— 传统作坊式生产难以满足规模化、标准化要求,而工业化生产中的卫生隐患、营养流失等痛点亟待解决。上海龙应自动化科技有限公司推出的八宝粥生产线,正是为破解这些行业困局而生。
二、核心技术解析:生料灌装工艺的颠覆性突破
在粥品生产的核心环节,龙应生产线采用生料灌装工艺,彻底革新传统生产模式。这一技术的突破体现在三大维度:
营养锁鲜的革命性突破
区别于传统熟料灌装的预煮流程,生料灌装通过包装后高温灭菌同步完成煮制。在 121℃高压蒸汽环境下,物料在密闭容器内充分糊化,氧化反应被完全阻隔。实验数据显示,生料灌装的八宝粥维生素 B 族保留率达 92%,较熟料灌装提升 27%,同时氨基酸态氮含量高出 18%。这种工艺创新使产品在常温保存条件下仍能保持食材原色原香,光泽度提升 30%,香气物质留存率达 95% 以上。
成本控制的颠覆性变革
生料灌装省去预煮环节,单条生产线每年可节省燃煤 40 吨或电力 1.2 万度,折合能源成本约 18 万元。以日产 10 吨的生产线为例,人工需求从传统工艺的 12 人精简至 3 人,年人力成本降低 60% 以上。更重要的是,生料灌装减少了 30% 的物料损耗,以每公斤原料成本 5 元计算,每年可节约原料成本 150 万元。
工艺简化的创新性重构
传统工艺需经历原料预处理、预煮、灌装、二次杀菌等 8 道工序,而龙应生产线通过集成化设计将流程缩短至 5 步。以碗装八宝粥为例,从原料投入到成品下线仅需 90 分钟,较传统工艺提速 40%。这种流程优化不仅提升效率,更通过减少中间环节降低污染风险,微生物超标率从行业平均的 0.8% 降至 0.1% 以下。
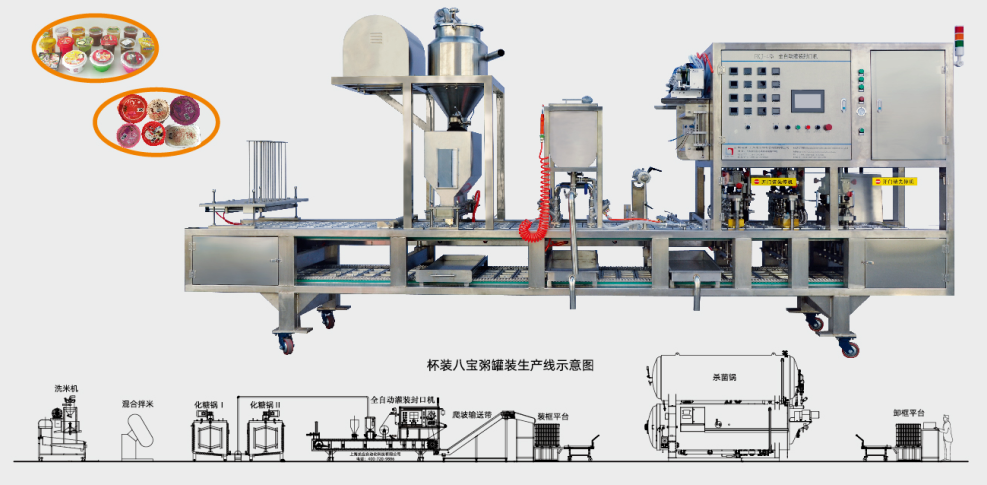
三、全流程智能配置:打造行业标杆级生产体系
龙应生产线的竞争力不仅在于核心工艺,更体现在全流程智能化配置上:
水处理系统的精准调控
采用三级反渗透 + 紫外线杀菌组合工艺,可将水中钙镁离子含量控制在 0.5ppm 以下,电导率≤10μS/cm。这种纯净水不仅提升产品口感,更通过降低水中微生物负荷,使产品保质期延长 30% 以上。某客户案例显示,使用龙应水处理系统后,产品胀罐率从 1.2% 降至 0.3%,年减少损失超 80 万元。
高剪切冷热缸的创新应用
配备变频调速高剪切乳化机,转速可达 3000 转 / 分钟,可在 15 分钟内完成传统工艺需 1 小时的胶体磨碎过程。通过精准控制剪切速率与温度曲线,产品粘稠度可稳定在 2000-2500cps(25℃),较传统工艺波动范围缩小 50%,彻底解决分层、沉淀等行业难题。
全自动灌装系统的极致效率
采用伺服电机驱动的多头灌装阀组,灌装精度达 ±0.5g,较传统活塞式灌装提升 3 倍。配合视觉检测系统,可实现每分钟 200 杯的高速灌装,同时剔除不良品率达 100%。某客户生产线改造后,产能从每小时 3000 杯提升至 8000 杯,人员配置减少 70%。
旋转式杀菌机的技术突破
创新设计的 360° 旋转杀菌釜,通过多喷嘴蒸汽循环系统,使物料温差控制在 ±0.3℃以内。这种均匀加热模式使杀菌 F 值(杀菌致死率)从传统静态杀菌的 8 提升至 12,商业无菌保障水平提升 50%。泰奇八宝粥采用同类技术后,产品货架期从 12 个月延长至 18 个月,退货率下降 60%。
四、产品价值重构:定义健康方便食品新标准
龙应生产线打造的产品体系,在三个维度实现价值突破:
健康属性的革命性提升
通过生料灌装 + 高温灭菌工艺,产品无需添加任何防腐剂即可实现常温 12 个月保存。第三方检测显示,其亚硝酸盐含量≤0.5mg/kg,菌落总数≤10CFU/g,优于国家标准 5 倍以上。更重要的是,产品保留了食材中 90% 以上的膳食纤维和抗氧化成分,经人体试食实验证明,连续食用四周可使血清总胆固醇降低 8.7%。
口感体验的颠覆性创新
独特的糊化工艺使米粒保持完整形态,咀嚼时呈现 "Q 弹爽滑" 的独特口感。与传统工艺相比,产品的硬度值从 25N 提升至 38N,弹性恢复率从 65% 提升至 82%。某连锁餐饮企业引入龙应产品后,消费者满意度从 72% 提升至 89%,复购率增加 40%。
成本结构的创新性优化
采用轻量化包装设计,碗装产品单杯成本降低 0.12 元。配合规模化生产,单吨产品综合成本较传统工艺下降 18%。某食品企业改造后,毛利率从 28% 提升至 42%,年利润增加 1200 万元。
五、行业赋能:构建全链条服务生态
龙应的价值不仅在于设备供应,更在于打造全生命周期服务体系:
定制化解决方案
提供 0.5-10T/H 全系列产能配置,可满足从初创企业到行业巨头的不同需求。针对高端市场,可集成燕窝、花胶等滋补食材的精准投料系统;针对下沉市场,提供高性价比的杯装生产线方案。某区域品牌采用定制化设备后,新品上市周期从 6 个月缩短至 3 个月,市场占有率提升 15%。
智能化运维体系
搭载工业物联网平台,实时监控设备运行参数,预警响应时间≤30 秒。通过大数据分析,可预测性维护使设备故障率降低 70%,综合效率提升 25%。某客户通过远程诊断系统,年减少停机时间 120 小时,增加产值 240 万元。
全链条合规保障
生产线符合 FDA、BRCGS 等国际认证标准,与物料接触部件均采用 316L 不锈钢。提供从 SC 认证辅导到 HACCP 体系搭建的一站式服务,某企业通过龙应技术支持,顺利通过欧盟有机认证,产品出口额增长 300%。
六、市场展望:开启粥品产业 4.0 时代
在政策与市场的双重驱动下,粥品产业正迎来历史性机遇:
政策红利的持续释放
七部门联合发布的《食品工业数字化转型实施方案》明确提出,到 2027 年规模以上食品企业关键工序数控化率需达 75%。龙应生产线已实现 90% 工序自动化,完全契合政策导向。其智能化解决方案可帮助企业获取最高 30% 的技改补贴,显著降低投资成本。
消费升级的深度渗透
即食粥市场正从 "吃饱" 向 "吃好" 转型,2025 年健康型方便食品市场规模预计达 400 亿元,年增幅 14%。龙应生产线支持的燕窝粥、五红粥等高端品类,客单价可达传统产品的 2-3 倍,利润率超过 50%。某新零售品牌通过龙应设备推出定制化粥品,单月销售额突破 500 万元,复购率达 45%。
全球化布局的战略机遇
东南亚、中东等地区对中式粥品需求旺盛,2024 年出口量同比增长 28%。龙应生产线可适配国际主流包装标准,其旋转式杀菌技术已通过美国 FDA 认证,助力客户产品快速进入国际市场。某出口企业采用龙应设备后,年出口额从 800 万元跃升至 3500 万元。
结语:重构产业价值,定义行业未来
在食品工业智能化转型的浪潮中,龙应八宝粥生产线不仅是一套设备,更是一个价值创造平台。通过生料灌装技术的颠覆性创新、全流程智能配置的极致优化、全链条服务生态的构建,龙应正引领粥品产业从劳动密集型向技术密集型跨越。对于食品企业而言,选择龙应生产线不仅是设备升级,更是抢占健康消费风口、重构竞争优势的战略选择。在万亿市场的蓝海中,龙应正以技术创新为桨,助力客户驶向产业价值的新彼岸。




