



龙应粥生产线工艺全解析:自动化赋能,解锁品质粥品量产新范式
在快节奏的消费时代,方便、营养、美味的即食粥品逐渐成为大众饮食消费的重要选择,市场需求的持续攀升推动着粥品生产行业向自动化、标准化、规模化转型。传统手工或半手工粥品生产模式,存在生产效率低、品质不稳定、卫生难保障、成本居高不下等诸多痛点,难以满足市场对高品质粥品的大批量需求。龙应作为专注于食品加工设备研发与生产的实力企业,精准洞察行业发展需求,推出全套自动化粥生产线,以科学完善的工艺流程、先进的自动化设备配置,实现粥品生产全环节的精准把控,为粥品企业破解量产难题,赋能产业升级。本文将全面解析龙应粥生产线工艺流程,深入探讨其核心优势与行业价值。
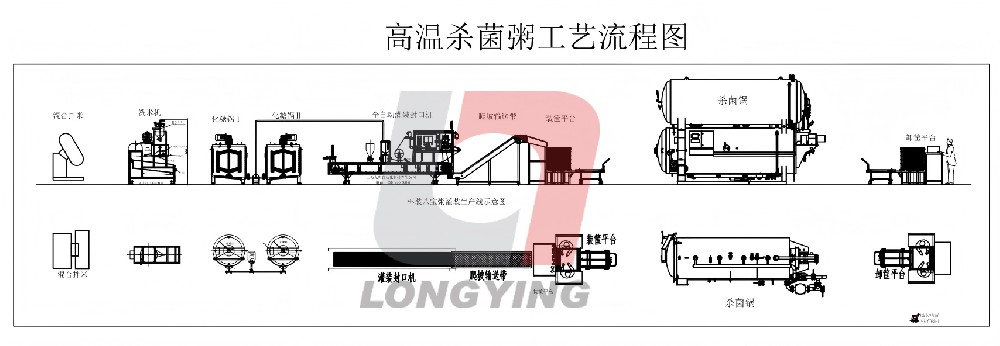
龙应粥生产线是一套集食材预处理、熬煮、杀菌、灌装、冷却、包装于一体的全自动化生产系统,涵盖从原料投入到成品出库的完整生产链条。该生产线依托先进的机械设计与智能控制系统,可根据不同粥品品类(如八宝粥、小米粥、黑米粥、蔬菜瘦肉粥等)的生产需求,灵活调整工艺参数,实现多品类粥品的高效量产。其核心工艺流程清晰有序,每个环节都经过精准优化,确保粥品品质稳定、口感醇厚,同时大幅提升生产效率,降低企业运营成本。
第一步:原料甄选与预处理,筑牢品质基础。原料的品质直接决定粥品的口感与营养,龙应粥生产线在原料处理环节设置了严格的甄选与预处理流程,从源头保障粥品品质。首先,生产线配备智能原料筛选设备,可对大米、小米、豆类等核心原料进行杂质筛选,通过振动筛选、风力除杂等多重工艺,去除原料中的石子、灰尘、坏粒等杂质,确保原料纯净度。对于需要清洗的原料,生产线搭载自动化清洗设备,采用气泡清洗+喷淋清洗的双重清洗方式,既能高效去除原料表面的污垢、农药残留,又能避免原料过度浸泡导致营养流失。针对豆类、杂粮等不易煮熟的原料,生产线还可配备自动化浸泡设备,根据原料特性精准控制浸泡时间与水温,使原料充分软化,为后续熬煮环节奠定基础。此外,对于需要添加的蔬菜、肉类等辅料,生产线配备专用的切配设备,可实现蔬菜切丁、肉类切末等标准化处理,确保辅料规格统一,提升粥品口感的均匀性。
第二步:精准配料与搅拌,保障口味统一。粥品的口味一致性是品牌立足市场的关键,传统生产模式中人工配料易出现配比误差,导致不同批次粥品口味差异较大。龙应粥生产线采用智能精准配料系统,彻底解决这一难题。该系统通过高精度称重传感器与智能控制系统相配合,根据预设的粥品配方,自动完成大米、水、杂粮、辅料、调味料等原料的精准称量与投放。配料过程全程自动化,无需人工干预,配料精度误差可控制在极小范围,确保每一批次粥品的配方比例完全一致,口味稳定统一。配料完成后,原料进入自动化搅拌设备,设备采用特殊的搅拌桨设计,在低速搅拌过程中实现原料与水的充分混合,避免原料结块,为后续均匀熬煮提供保障。
第三步:智能熬煮,还原传统醇厚口感。熬煮是粥品生产的核心环节,直接影响粥品的口感、黏稠度与营养保留。龙应粥生产线采用智能熬煮设备,摒弃传统明火熬煮的弊端,采用蒸汽加热或电磁加热方式,加热均匀且温度可控。设备搭载智能温控系统,可根据不同粥品的熬煮需求,精准设定并实时监控熬煮温度与时间。例如,熬煮八宝粥时,可先以高温快速煮沸,再转为低温慢熬,确保豆类、杂粮充分煮熟煮烂,同时避免粥品糊底;熬煮小米粥时,则可精准控制温度,使小米充分开花,提升粥品的黏稠度与口感。此外,熬煮设备配备自动搅拌装置,在熬煮过程中持续进行温和搅拌,防止粥品粘壁、糊底,同时促进原料营养成分的充分释放。智能熬煮系统不仅还原了传统手工熬煮的醇厚口感,还实现了熬煮过程的标准化、自动化,大幅提升了生产效率。
第四步:高效杀菌,保障食品安全与保质期。即食粥品的食品安全与保质期是企业关注的重点,龙应粥生产线配备高效杀菌设备,采用高温杀菌或巴氏杀菌工艺,根据粥品特性与包装方式选择合适的杀菌方案。高温杀菌工艺可快速杀灭粥品中的细菌、霉菌、酵母菌等有害微生物,有效延长粥品保质期;巴氏杀菌工艺则在杀灭有害微生物的同时,最大程度保留粥品的营养成分与原有口感,适用于对营养保留要求较高的粥品品类。杀菌设备搭载智能温控与时间控制系统,精准控制杀菌温度、压力与时间,确保杀菌效果的同时,避免因过度杀菌导致粥品口感变差、营养流失。此外,杀菌设备采用全封闭设计,有效防止粥品在杀菌过程中受到二次污染,进一步保障食品安全。
第五步:自动化灌装,精准把控分量与卫生。杀菌完成后的粥品需要快速进行灌装,以避免二次污染并保障粥品品质。龙应粥生产线采用自动化灌装设备,配备高精度流量控制装置,可根据不同包装规格(如330g、450g、720g等)精准控制灌装分量,灌装误差小,确保每一份产品的分量统一。灌装设备采用全不锈钢材质,符合食品卫生标准,且设备内部结构设计合理,便于清洁消毒。灌装过程全程在封闭环境中进行,避免粥品与外界接触,有效防止细菌污染。同时,灌装设备配备自动封口装置,可实现灌装与封口的无缝衔接,封口紧密牢固,防止粥品泄漏,保障产品运输与储存过程中的稳定性。
第六步:快速冷却,提升产品稳定性。灌装封口后的粥品温度较高,若直接进入包装环节,易导致包装变形、粥品变质,影响产品品质。龙应粥生产线配备快速冷却设备,采用风冷或水冷方式,对灌装封口后的粥品进行快速降温。冷却设备可精准控制冷却温度与冷却时间,使粥品快速降至适宜温度,避免因缓慢冷却导致的细菌滋生,同时提升粥品的稳定性,延长保质期。冷却后的粥品口感更醇厚,且能更好地保留营养成分,提升产品品质。
第七步:自动化包装与成品检测,完成生产闭环。冷却后的粥品进入自动化包装环节,龙应粥生产线配备全自动包装设备,可实现产品的自动装盒、贴标、喷码等一系列包装流程。包装设备可根据不同的包装需求,灵活适配袋装、盒装、罐装等多种包装形式,包装速度快、精度高,且包装外观整齐美观,提升产品的市场竞争力。包装完成后,生产线配备成品检测设备,通过视觉检测、重量检测等多重检测方式,对成品的包装完整性、标签准确性、产品重量等进行全面检测,剔除不合格产品,确保出厂产品的品质合格。检测合格的成品将通过自动化输送设备送入成品仓库,完成整个生产流程。
龙应粥生产线凭借科学完善的工艺流程与先进的自动化设备,具备诸多核心优势,成为粥品企业升级转型的理想之选。其一,自动化程度高,大幅提升生产效率。整套生产线从原料预处理到成品出库全程自动化操作,无需大量人工干预,一台生产线可替代多名人工的工作量,生产效率较传统模式提升5-8倍,能够轻松应对大批量生产需求,帮助企业快速响应市场订单。其二,品质稳定可控,保障产品一致性。通过智能控制系统对各生产环节的温度、时间、配比等参数进行精准把控,有效避免了人工操作的误差,确保每一批次粥品的口感、营养、规格完全一致,提升产品品质与品牌口碑。其三,卫生安全有保障,符合食品生产标准。生产线采用全封闭设计,设备材质均符合食品卫生要求,且各环节配备完善的清洁消毒装置,有效防止粥品在生产过程中受到污染,完全满足食品生产的卫生安全标准。其四,多品类兼容,提升生产灵活性。生产线可通过调整工艺参数与设备配置,适配不同品类、不同规格粥品的生产需求,无需单独购置专用设备,大幅降低企业的设备投入成本,提升生产灵活性。其五,降本增效优势显著,提升企业竞争力。自动化生产减少了人工成本投入,同时降低了原料损耗与能源消耗,源头工厂直供模式使设备价格更具优势,完善的售后保障服务减少了设备故障停机时间,全方位帮助企业降低运营成本,提升市场竞争力。
除了完善的工艺流程与核心设备优势,龙应还为粥生产线客户提供全方位的定制化服务与售后保障。在设备选型阶段,龙应专业的技术团队会根据客户的生产规模、产品品类、市场需求等因素,为客户量身定制专属的生产线解决方案,确保生产线与客户的生产需求完美适配。在设备安装调试阶段,龙应安排专业技术人员上门服务,负责设备的安装、调试与试运行,确保生产线快速投入正常生产。同时,龙应还为客户提供系统的操作人员培训服务,涵盖设备操作、日常维护、故障排查等内容,确保操作人员能够熟练掌握相关技能。在设备使用过程中,龙应建立了完善的售后响应机制,客户遇到任何设备问题,均可随时联系售后团队,技术人员将在24小时内响应,快速上门维修,最大限度减少生产损失。此外,龙应还会定期对客户进行回访,了解设备使用情况,提供设备升级与维护建议,助力客户实现持续稳定生产。
在粥品市场需求持续增长、行业竞争愈发激烈的当下,自动化、标准化的生产模式成为粥品企业提升核心竞争力的关键。龙应粥生产线以科学完善的工艺流程、先进的自动化设备、显著的降本增效优势,为粥品企业破解了传统生产模式的诸多痛点,赋能企业实现规模化、高品质生产。无论是中小型粥品企业的产能升级,还是大型食品集团的规模化生产布局,龙应粥生产线都能提供专业、高效的解决方案。
选择龙应粥生产线,不仅是选择一套先进的生产设备,更是选择一种高效、稳定、安全的生产模式,选择一个可靠的合作伙伴。龙应将以优质的产品、定制化的解决方案与完善的售后保障,助力粥品企业在激烈的市场竞争中抢占先机,实现高质量发展。如果您的企业正面临粥品量产难题,不妨深入了解龙应粥生产线,开启粥品生产升级的全新征程。
