



龙应植物蛋白饮料生产线:攻克生产难题,助力企业腾飞
在当下的饮料市场中,植物蛋白饮料以其健康、营养的特性,逐渐成为消费新宠。随着消费者对健康饮品的需求持续攀升,植物蛋白饮料的市场规模也在不断扩大。然而,众多生产工厂在植物蛋白饮料的生产过程中,面临着诸多棘手的痛点,严重制约了企业的发展与壮大。上海龙应自动化科技有限公司凭借其先进的技术与丰富的经验,推出的植物蛋白饮料生产线,精准直击工厂生产痛点,为企业带来高效、优质的生产解决方案,在实际应用中赢得了客户的高度赞誉。
一、工厂生产面临的棘手痛点
(一)生产效率低下
许多工厂的植物蛋白饮料生产线自动化程度较低,大量依赖人工操作。从原料的预处理、调配,到灌装、包装等环节,人工操作速度慢且易出现疲劳,导致整体生产效率低下。例如,在一些传统的小工厂中,人工进行饮料灌装,每分钟仅能完成十几瓶的灌装量,与市场需求的大规模生产严重脱节,无法满足企业快速发展的需要。而且人工操作的连贯性较差,容易出现停顿,进一步降低了生产效率,使得企业在面对大量订单时,交货周期延长,错失市场先机。
(二)产品质量不稳定
植物蛋白饮料的生产工艺较为复杂,对生产过程中的温度、压力、时间等参数要求极为严格。在传统生产线上,由于设备的精度不足以及缺乏有效的自动化监控系统,这些关键参数难以精准控制。以杀菌环节为例,如果杀菌温度不够或者时间过短,饮料中的微生物无法被彻底杀灭,容易导致产品变质、保质期缩短;而如果杀菌温度过高或时间过长,又会破坏植物蛋白的营养成分,影响产品的口感和品质。此外,人工调配原料时,由于不同操作人员的手法和经验存在差异,很难保证每一批次产品的口味和营养成分完全一致,导致产品质量参差不齐,影响品牌形象和消费者的信任度。
(三)生产成本高昂
一方面,低效率的生产模式意味着需要投入更多的人力成本。为了完成一定的生产任务,工厂不得不雇佣大量的工人,这不仅增加了工资支出,还带来了管理成本的上升。另一方面,生产过程中的原料浪费现象严重。由于设备精度不高以及人工操作的失误,在原料的计量、调配过程中,常常会出现过量投放或配比不准确的情况,导致大量原料被浪费。例如,在调配植物蛋白饮料的配方时,若某种原料的添加量过多,不仅会增加成本,还可能影响产品质量,而这些不合格的产品只能报废处理,进一步加剧了成本负担。同时,设备的频繁故障和维护也需要投入大量资金,降低了企业的利润空间。
(四)设备适应性差
随着市场的不断变化,消费者对植物蛋白饮料的种类和包装形式需求日益多样化。然而,许多工厂现有的生产线设备功能单一,难以快速适应新产品和新包装的生产要求。当企业想要推出新口味的植物蛋白饮料或者更换包装规格时,需要对整个生产线进行大规模的改造甚至重新购置设备,这不仅耗费大量的时间和资金,还可能导致企业在产品创新和市场响应速度上落后于竞争对手。例如,当市场流行起小包装的植物蛋白饮料时,一些工厂由于设备无法适应这种包装规格的生产,错失了这一市场机遇。
二、龙应植物蛋白饮料生产线的显著优势
(一)高度自动化,大幅提升生产效率
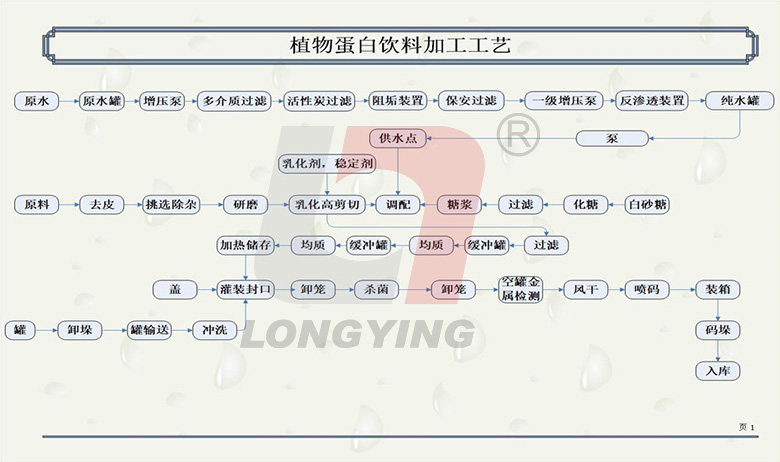
龙应植物蛋白饮料生产线采用先进的 PLC 控制系统,实现了从原料预处理、调配、杀菌、灌装到包装的全流程自动化操作。整个生产过程仅需少量人工进行监控和辅助,大大减少了人工操作带来的时间损耗和效率低下问题。以灌装环节为例,龙应生产线的灌装速度可达每分钟 100 - 1000 瓶不等,具体速度可根据企业需求进行定制化调整。与传统人工灌装相比,效率提升了数倍甚至数十倍,能够快速满足企业大规模生产的需求,确保产品能够及时供应市场,提升企业在市场中的竞争力。同时,自动化生产还保证了生产过程的连贯性和稳定性,减少了因人工操作失误导致的生产停顿,进一步提高了生产效率。
(二)精准控制,保障产品质量稳定如一
龙应生产线配备了高精度的传感器和智能化的控制系统,能够对生产过程中的温度、压力、时间、流量等关键参数进行实时监测和精准控制。在杀菌环节,采用先进的超高温瞬时杀菌技术(UHT),可以在极短的时间内将饮料加热到特定的杀菌温度,然后迅速冷却,既能有效杀灭微生物,保证产品的安全性和保质期,又能最大程度地保留植物蛋白的营养成分和原始口感。在原料调配环节,通过高精度的计量设备和自动化控制系统,确保每一种原料都能按照精确的配方比例进行添加,避免了人工调配带来的误差,保证了每一批次产品的口味和营养成分的一致性。严格的质量控制体系和自动化监测系统,使得产品质量稳定可靠,有效提升了品牌形象和消费者满意度。
(三)优化设计,降低生产成本
龙应在生产线的设计上充分考虑了成本控制因素。首先,通过高度自动化的生产流程,减少了人工需求,从而降低了人工成本。其次,高精度的设备和精准的控制系统大大减少了原料的浪费。在原料的计量和添加过程中,误差可控制在极小的范围内,确保每一份原料都能得到充分合理的利用。此外,龙应生产线采用了先进的节能技术,如优化设备的动力系统、采用高效的热回收装置等,降低了能源消耗,进一步节约了生产成本。同时,设备的稳定性和可靠性高,减少了因设备故障导致的维修和停机时间,降低了设备维护成本,为企业创造了更大的利润空间。
(四)灵活配置,适应多样化生产需求
龙应深知市场需求的多变性,因此其植物蛋白饮料生产线具有高度的灵活性和可扩展性。生产线的设备模块可以根据企业的实际需求进行灵活配置和组合,既能满足传统植物蛋白饮料的生产,如豆奶、杏仁露等,也能适应新兴的特色植物蛋白饮料的生产,如燕麦奶、藜麦奶等。在包装形式方面,龙应生产线能够兼容多种包装材料和规格,无论是玻璃瓶、易拉罐,还是塑料瓶、软包装等,都能轻松应对。而且,当企业需要进行产品升级或调整生产规模时,龙应生产线可以通过添加或更换部分设备模块,快速实现生产线的改造和升级,无需大规模的设备更换,为企业节省了大量的资金和时间成本,使企业能够迅速响应市场变化,推出符合消费者需求的新产品。
三、客户案例见证龙应实力
(一)济宁维真食品饮料有限公司的成功转型
济宁维真食品饮料有限公司是一家集研发、生产、销售于一体的现代化加工企业。此前,该公司主要生产果汁汽水等产品,但果汁汽水受季节性销售波动影响较大,经营面临挑战。为了拓展业务、降低经营风险,企业决定上马全自动玻璃瓶全豆豆奶生产线。经过多方考察和比较,维真食品最终选择了龙应自动化的植物蛋白饮料生产线。
龙应根据维真食品的实际需求,为其量身定制了一套完整的解决方案。从原料处理环节开始,利用先进的微米研磨技术将大豆磨至超微粒状态,更好地释放其中的蛋白质。通过整线多组不同类型加热单元与磨浆单元组合,不仅保全了豆皮、胚芽中的蛋白质、膳食纤维等营养成分,还去除了生豆的腥涩味。在灌装和包装环节,龙应生产线的高精度和高速度优势得以充分发挥,实现了高效、精准的自动化操作。
自该生产线投产以来,取得了显著成效。每小时可生产 2.4 万瓶豆奶,年产量高达 3.5 万吨,公司预计今年年产值能达到 1.5 亿元。而且,产品质量稳定,口感细腻丝滑,香气浓郁醇厚,以每瓶 6.0g 优质蛋白的超高营养,赢得了消费者的广泛认可。维真食品对龙应自动化的技术实力和服务态度给予了高度评价,表示龙应生产线帮助他们成功实现了业务转型,提升了企业的核心竞争力,未来将继续与龙应保持紧密合作。
(二)某知名饮料企业的产能与品质双提升
某在饮料行业颇具影响力的知名企业,一直致力于为消费者提供高品质的饮品。在拓展植物蛋白饮料产品线时,该企业同样面临着生产效率、产品质量和设备适应性等方面的困扰。传统生产线无法满足其日益增长的市场需求,产品质量的不稳定也影响了品牌声誉。
在引入龙应植物蛋白饮料生产线后,情况得到了极大改善。龙应生产线的高度自动化使得生产效率大幅提升,产能较之前提高了数倍,能够轻松应对市场的大量订单需求。同时,精准的生产过程控制保证了产品质量的稳定性,产品的口感和营养成分始终保持高标准,进一步巩固了品牌在消费者心中的良好形象。而且,龙应生产线的灵活配置能力,让该企业能够快速推出多种口味和包装形式的植物蛋白饮料,满足了不同消费者的个性化需求,成功抢占了更多的市场份额。该知名企业表示,龙应生产线为他们带来了实实在在的效益,是推动企业持续发展的有力保障。
四、携手龙应,开启植物蛋白饮料生产新征程
在植物蛋白饮料市场蓬勃发展的今天,工厂生产面临的痛点如不及时解决,将成为企业前进道路上的绊脚石。上海龙应自动化科技有限公司的植物蛋白饮料生产线,以其卓越的性能、显著的优势和成功的客户案例,展现出强大的实力和广阔的应用前景。
如果您也在为植物蛋白饮料生产过程中的效率、质量、成本或设备适应性等问题而烦恼,不妨选择龙应。龙应将为您提供专业的咨询服务,根据您的企业规模、生产需求和预算,量身定制最适合您的植物蛋白饮料生产线解决方案。我们拥有专业的技术团队,从设备的安装调试、人员培训,到后期的维护保养,都将为您提供全方位的支持与保障,让您无后顾之忧。
不要让生产痛点阻碍您企业的发展步伐,携手龙应,开启高效、优质的植物蛋白饮料生产新征程,共同在这充满机遇的市场中创造辉煌业绩!
